توانائی های نرم افزار MoldFlow در تحلیل فرایند تزریق پلاستیک

آنالیزهایی موجود در نرم افزار Moldflow عبارت اند از :
- آنالیز مکان یابی
- آنالیز پرشدن
- آنالیز Molding Window
- آنالیز انقباض
- آنالیز اعوجاج
- آنالیز خنک کاری
- آنالیز طراحی آزمایش
- آنالیز مکان یابی : محل تزریق مکانی است که ماده پلاستیکی از آن جا تزریق میگردد. از مهمترین عوامل بهینه سازی عملیات قالب گیری انتخاب بهینه محل تزریق است که سبب ایجاد جریان متعادل و متوازن میشود.
- آنالیز پر شدن : از مهم ترین آنالیز های فرآیند تزریق پلاستیک میباشد. در ابتدا درک فاز پرشدن و فاز تراکم مهم میباشد.
- فاز پر شدن یا فاز سرعت : از ابتدای فرآیند آغاز شده و تا پر شدن قالب ادامه مییابد.
- فاز تراکم یا فاز فشار : بلافاصله بعد از پر شدن قطعه آغاز میشود و عبارت است از اعمال فشار به قالب پر شده تا مقدار بیشتری از ماده در آن نفوذ کند.
تغییر فاز سرعت به فاز فشار که با نام Velocity / Pressure Switch Over بیان میگردد میتواند بر مبنای یکی از تنظیمات زیر صورت گیرد.
- به صورت اتوماتیک
- بر اساس میزان حجم پر شده از قالب
- بر اساس فشار تزریق
- بر اساس فشار هیدرولیک
- بر اساس نیروی گیره بندی
- بر اساس فشار نقطه کنترل
- آنالیز Molding Window : اثر شدایط مختلف تزریق بر روی فرآیند تزریق پلاستیک نشان میدهد. در این حالت شرایط مختلف تزریق یکی پس از دیگری امتحان شده تا با شبیه سازی کامپیوتری شرایط بهینه حاصل گردد. این شرایط عبارت اند از دمای قالب، دمای مذاب و زمان تزریق. بعد از تحلیل، نرم افزار محدوده مناسبی برای زمان تزریق، دمای قالب و دمای مذاب پیشنهاد میدهد.
- آنالیز انقباض : پدیده انقباض ابعادی بعد از تزریق ماده پلاستیکی به داخل حفره های قالب و طی فاز خنک کاری ماده پلاستیکی منجمد شده روی میدهد. پی برئن به اندازه های دقیق قالب یکی از مهمترین اهدافی است که در آنالیز انقباض دنبال میشود. علاوه بر جنس، مقدار فشار فاز تراکم و زمان تراکم روی انقباض اثر گذار است که این اثرات به صورت مستقیم میباشند. مهندس طراح، قالب تزریق را طوری طراحی میکند که اندازه قطعه پلاستیکی از محدوده تلرانس های مجاز تجاوز نکند. با آنالیز انقباض تعیین میکنیم که آیا اندازه های قطعه در محدوده تلرانس های مجاز تغییر میکند یا نه.
- آنالیز اعوجاج : پدیده اعوجاج در قطعه قالب گیری شده به دلیل تفاوت در میزان انقباض ابعادی پدید میآید. این تفاوت به سه شکل زیر حاصل میگردد.
- بین دو ناحیه مختلف از قطعه
- در راستای ضخامت قطعه
- در راستای موازی یا عمود بر راستای جهت گیری ماده پلاستیکی
- آنالیز خنک کاری : یک انالیز انتقال حرارت است که برای تحلیل جریان حرارتی در قالب پلاستیک طراحی شده است. نتایج اصلی این تحلیل دمای حفره پر شده، دمای قالب، زمان خنک کاری و غیره میباشد. هر چه خنک کاری یکنواخت تر باشد، میزان اعوجاج قطعه کمتر خواهد بود.
- آنالیز طراحی آزمایش : در این آنالیز در ابتدا باید پارامترهای کنترل تعریف شوند. پارامترهای کنترل متغیرهایی هستند که میخواهیم اثر هر یک از آن ها را بر روی کیفیت نهایی قطعه مشاهده کنیم.
- پارامترهای کنترل : دمای مذاب و قالب، زمان تزریق و زمان فاز تراکم، ضخامت، پروفیل فاز تزریق و فاز تراکم
- دمای جبهه جریان، تنش برشی، فشار تزریق و نیروی گیره، انقباض حجمی، عمق فرورفتگی سطحی، وزن قطعه، زمان سیکل تولیدی
مثال: آنالیز فرآیند تزریقِ توری هواکش خودرو

مدل طراحی شده به کمک نرم افزار طراحی صنعتی SolidWorks

بعد از انجام تنظیمات اولیه در نرم افزار MoldFlow، این نرم افزار به شما بهترین محل برای قراردادن Gate را معرفی می کند.

بعد از تعریف پارمترهای فرایند و تعریف سیستم راهگاه و گیت و … و انجام تحلیل، می توان خروجی های متنوعی توسط این نرم افزرا دریافت کرد:
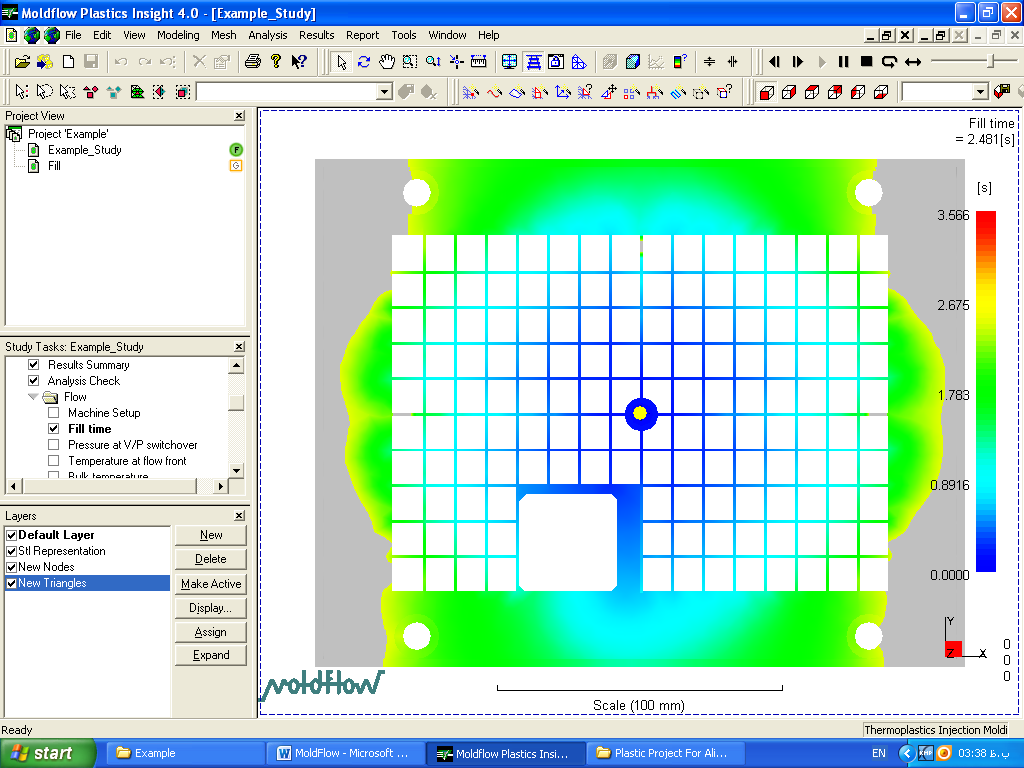
- زمان پرشدن
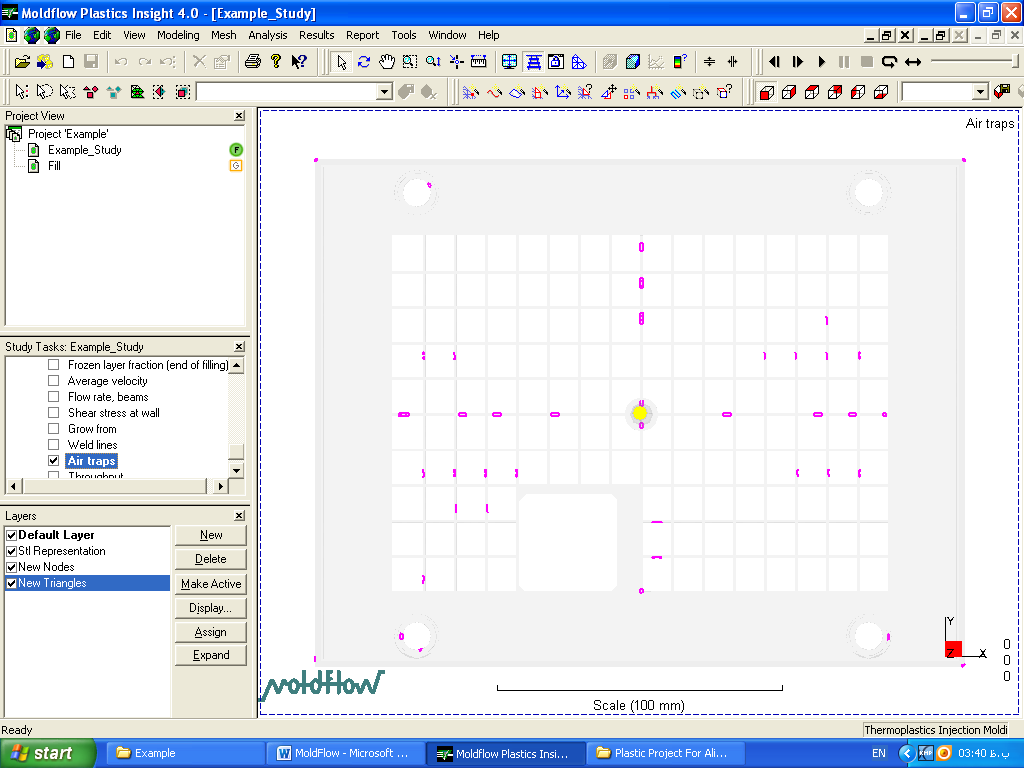
- تله های هوایی
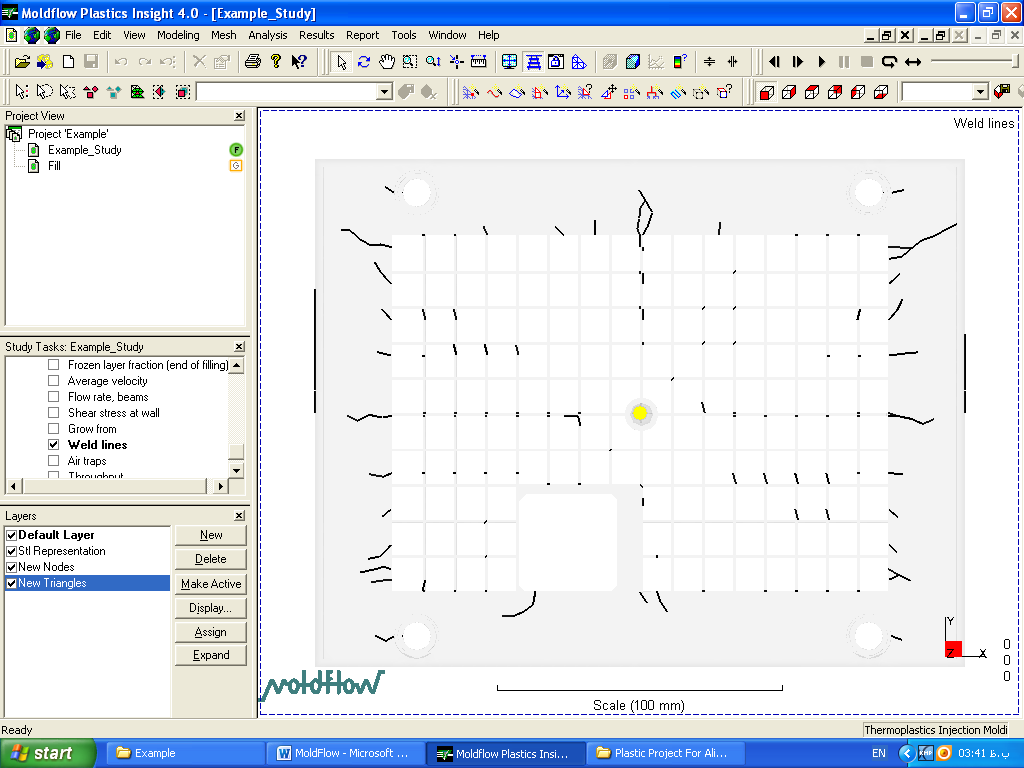
- خطوط جوش
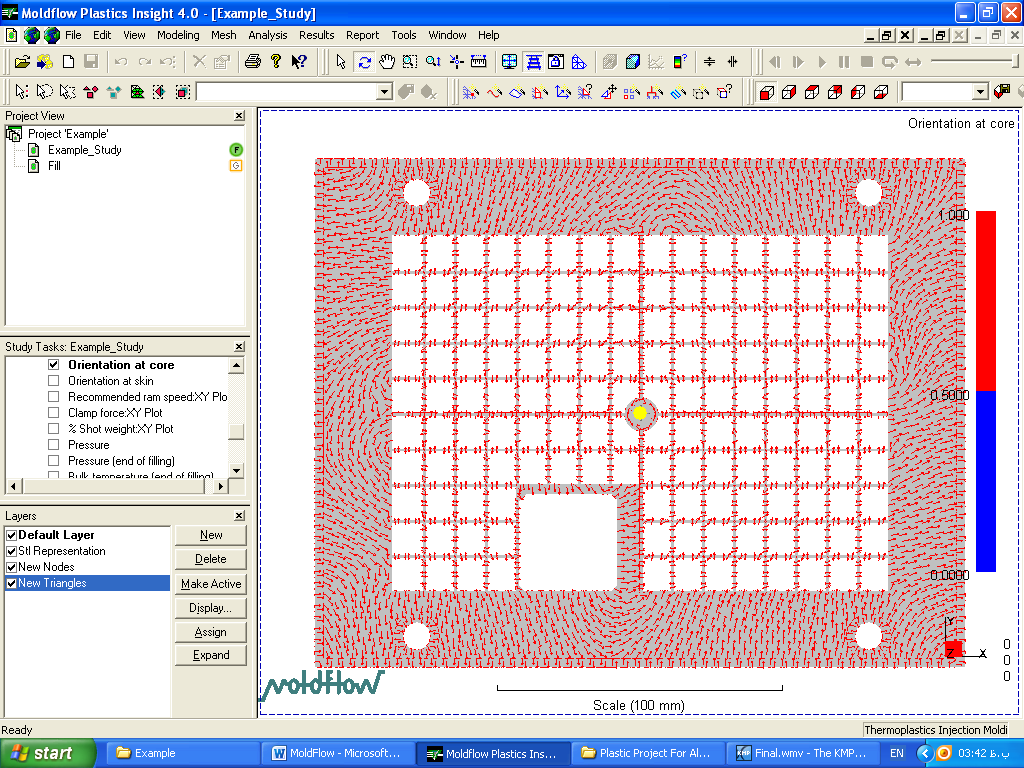
- جریان مواد
- زمان انجماد

و ده ها خروجی مهم که در طراحی قالب های تزریق پلاستیک مهم و حیاتی است. به راحتی با بکارگیری این نرم افزار قبل از طراحی قالب های تزریق پلاستیک می توان از بسیاری از عیوب و مشکلاتی که حین تزریق قطعات پلاستیکی ایجاد می شود جلوگیری کرد.